minuten. Daarna laat men den vorm
rustig staan, terwijl het ijzer afkoelt,
waarbij het stolt en krimpt. Wanneer
de vorm op de juiste maat was ge
maakt, zooals de teekening aangaf, zou
het werkstuk te klein geworden zijn.
Daarom moet de modelmaker het hou
ten model grooter maken dan de juiste
maat van de teekening, en wel zooveel
als de krimpmaat van het gegoten ma
teriaal. Moet het stuk bovendien be
werkt worden, dan is het noodzakelijk,
om er nog een toegift voor deze be
werking bij te doen, zoodat dus de
maat van het model gelijk is aan de
teekeningmaat bewerkingstoegift -f-
krimpmaat en de maat van het giet-
stuk gelijk aan de teekeningmaat -f-
bewerkingstoegift.
Het krimpen geschiedt in den vorm,
terwijl het gietstuk dus nog geheel in
gepakt is in het vormmateriaal. Dit
laatste mag daartoe vooral geen be
lemmering zijn, m.a.w. het vorm- en
kernmateriaal moet na het gieten zijn
vastheid verloren hebben, en moet het
om de in dit geval wel zeer toepasse
lijke geijkte term te gebruiken „uit el
kaar vallen als droog zand Soms is
de wanddikte bij een groot gietstuk al
te dun om de spanningen, die bij het
krimpen t.g.v. de weerstand van de
kern kunnen ontstaan, op te nemen, en
bestaat de mogelijkheid, dat het giet
stuk springt. In zoo n geval is het
daarom noodzakelijk om zoo vlug mo
gelijk na het gieten de kern eruit te
hakken, opdat het gietstuk ongehinderd
kan afkoelen.
De vorm en de kern bestaan uit zand
of leem. Zuiver (100 pet.) zand is,
evenals 100 procentig ijzer, niet te ge
bruiken, want dit is veel te rul.
De bindkracht van het vormzand
wordt eraan verleend door de tusschen
de zandkorrels aanwezige toonaarde,
welker percentage bij elke zandsoort
verschillend is. Doch ook dit zand is
niet direct te gebruiken, want het moet
bovendien vuurvast zijn. Men moet
zich n.l. goed voorstellen, dat geduren
de het gieten ter plaatse plotseling een
groot temperatuurverschil heerscht,
waardoor zich heel gemakkelijk minder
aangename complicaties kunnen voor
doen. Wanneer het zand niet vuurvast
is gemaakt (met graphiet en black)
bakt het na het gieten aan het gietstuk
vast, en is het werkstuk alleen met de
grootste moeite schoon te maken, toch
blijft er dan altijd nog een dun laagje
over, dat een cementachtige tint heeft.
Vooral treedt dit op bij vormen, die
om welke reden ook, niet gedroogd
worden, het z.g. gieten in „nat zand".
Kernzand moet weer op een andere
wijze gemaakt worden dan vormzand.
Het moet grootere vastheid hebben,
want een kern moet over een tamelijk
groote lengte vrij kunnen dragen en
moet ook over een behoorlijke hoogte
blijven staan.
Niet voor al het werk is zand te ge
bruiken. Sommige gietstukken zijn te
ingewikkeld om een zandvorm en zand-
kern te maken. Dan wordt een ander
vormmateriaal genomen, de leem. Het
hoofdbestanddeel van leem is ook zand,
maar wordt met water en andere stof
fen aangemengd tot een brei-achtige
massa. Het groote verschil tusschen
leem- en zandvormen is, dat leemwerk
altijd gedroogd moet worden, terwijl
zandvormen soms in ongedroogden toe
stand afgegoten kunnen worden (z.g.
nat zand). Kernen daarentegen moeten
altijd gedroogd worden, onverschillig
of ze van zand of leem zijn gemaakt.
Het niet-drogen van zandvormen
kan slechts dan toegepast worden, wan
neer de constructie van den vorm zoo
danig is, dat de zandmassa alleen op
druk wordt belast. Bij overhangende
zandmassa's treedt ook trek op zoodat
dan noodzakelijk gedroogd moet wor
den. Aan het drogen is een groot voor
deel verbonden, n.l. dat de vormen
nauwkeurig en scherp afgewerkt kun
nen worden. Een nadeel (slechts gel
dende voor spoedgevallen) is, dat van
daag niet afgeleverd kan worden, wat
heden eerst besteld werd, want het
drogen gebeurt in de droofstoof des
nachts.
Waar we hierboven over kernzand
spraken is het wenschelijk, even de
beteekenis van een kern te behandelen.
Wanneer het model uit het vormzand
weggenomen is, blijft er een ruimte
over, die bij het volgieten een massief
stuk ijzer oplevert. Het gietstuk moet
echter een wanddikte hebben. Binnenin
moet er dus een ruimte zijn, waar ge
durende het gieten geen vloeibaar
materiaal kan komen. Dit nu wordt
verkregen door de kern, die in de kern
punten opgelegd is.
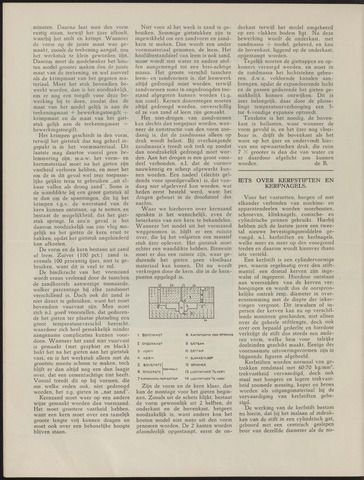
Zijn de vorm en de kern klaar, dan
kan de montage voor het gieten begin
nen. Zooals uit de schets blijkt, bestaat
de vorm gewoonlijk uit 2 helften, de
onderkast en de bovenkast, hetgeen
noodzakelijk is, want anders kon het
houten model niet meer uit den vorm
genomen worden. De 2 kasten worden
afzonderlijk opgestampt, eerst de on
derkast terwijl het model omgekeerd
op een vlakken bodem ligt. Na deze
bewerking wordt de onderkast, met
zandmassa -|- model, gekeerd, en kan
de bovenkast, liggend op de onderkast,
opgestampt worden.
Tegelijk moeten de giettappen en op-
komers verzorgd worden, en moet in
de zandmassa het luchtsteken gebeu
ren, d.w.z. voldoende kanalen aan
brengen, opdat de expandeerende lucht
en de gassen gedurende het gieten ge
makkelijk kunnen ontwijken. Dit is
zeer belangrijk, daar door de plotse
linge temperatuurverhooging een 3-
tot 4-voudige expansie optreedt.
Tenslotte is het noodig, de boven
kast te ballasten, want wanneer de
vorm gevuld is, en het ijzer nog vloei
baar is, drijft de bovenkast als het
ware op het ijzer en ondervindt hier
van een opwaartschen druk, die ruim
7 X grooter is dan die van water en
er daardoor afgelicht zou kunnen
worden. de B.
IETS OVER KERF STIFTEN EN
KERFNAGELS.
Voor het vastzetten, borgen of met
elkander verbinden van machine- en
apparatendeelen worden moerbouten,
schroeven, klinknagels, conische- en
cylindrische pennen gebruikt. Hierbij
hebben zich de laatste jaren een twee
tal nieuwe bevestigingsmiddelen ge
voegd, n.l. kerfstiften en kerfnagels,
welke meer en meer op den voorgrond
treden en daarom wordt hierover thans
iets verteld.
Een kerfstift is een cylindervormige
pen, waarin regelmatig over den stift-
mantel een drietal kerven zijn inge-
walst of ingeperst. Hierdoor ontstaan
aan weerszijden van de kerven ver
hoogingen en wordt dus de oorspron
kelijke omtrek resp. diameter in over
eenstemming met de diepte der inker
vingen vergroot. Dit inwalsen of in
persen der kerven kan nu op verschil
lende manieren geschieden, niet alleen
over de geheele stiftlengte, doch ook
over een bepaald gedeelte en hierdoor
verkrijgt de stift dus steeds een ande
ren vorm, welke hem voor talrijke
doeleinden geschikt maakt. Eenige der
voornaamste uitvoeringsvormen zijn in
bijgaande figuren afgebeeld.
Kerfstiften worden normaal van ge
trokken rondstaal met 60/70 kg/mor.
trekvastheid vervaardigd, doch ook
staal met hoogere en lagere trekvast
heid zoomede messing, koper en brons
worden als uitgangsmateriaal bij de
vervaardiging van kerfstiften gebe
zigd.
De werking van de kerfstift bestaat
nu hierin, dat bij het inslaan of indruk
ken van de stift in een cylindrisch gat,
geboord met een centrisch geslepen
boor van dezelfde diameter als de no-
1 BOVENKAST
2 ONDERKAST
5 /ORH
A KERN
5 BOVENSTE
6 ONDERSTE
6 AANSNUD1NG VOOS OPKOMER
3 QIETBAK
10 Q1ETTAP
11 Slakken loop
12 OPKOMER
li LUCHTAEVOER KERN
7 AANSN30INS VOOR 01ETTAP 14 LUCHTAFVOER. v/o VORM
{kind=link}