HET AANBOUWEN VAN GELASTE CONSTRUCTIES
II.
De vorige maal werd gesproken over methoden om delen
naar elkaar toe te brengen. Hiertoe moesten enkele
plaatjes worden bevestigd met korte hoeklassen. Bij der
gelijke werkzaamheden komen zulke hoeklassen elk
ogenblik voor. Voor de geklonken constructies had de
ijzerwerker nodig montagebouten en sleutels, voor de
gelaste constructie zal hij moeten beschikken over plaat
jes, spanschroeven, en een compleet lastoestel, om de
tijdelijke verbindingen te maken. Het lassen in de naad
zal hij natuurlijk aan de lassers overlaten. Hij zal dan
ook in staat moeten zijn om een hoeklas te leggen om
het plaatje te bevestigen. Het is niet logisch om dat te
laten doen door een lasser, hier gaat het slechts om een
tijdelijke verbinding. Wanneer bij de groep ijzerwer
kers, die met de aanbouw is belast, er één is, die met een
lastoestel kan omgaan, dan behoeft niet langer een las
ser aldoor te wachten om af en toe maar eens een klein
eenvoudig karweitje van een halve minuut te verrich
ten. Omdat nu een ijzerwerker deze kleine hoeklasjes
zal gaan leggen, is het goed, over deze hoeklassen nog
iets meer te zeggen.
We moeten liefst gebruik maken van een gasmantel-elec-
trode van 4 mm. dikte.
Voordelen van gasmantel-electrode
Deze electrode heeft n.l. enige voordelen. Deze voordelen
sommen we hieronder op een rijtje op:
le. Deze electroden zijn te verlassen in alle standen.
2e. Een las van 40 mm. lengte kan reeds tot een ton
trekkracht verdragen.
3e. De inbranding is niet diep, zodat bij verwijderen
van het plaatje niet een stuk uit de plaat wordt mee-
gescheurd.
Een ander detail, waarbij het belang heeft even stil te
staan, is aangegeven in fig. 1hier liggen twee platen
niet in het zelfde vlak. Ze worden nu onderling op de
juiste plaats gedrukt door het aandraaien van een moer.
De bout waarop deze moer wordt gedraaid is gelast aan
de plaat, die te laag ligt. Een stuk hoekstaal met de
Fig. 1
nodige plaatjes brengt de kracht over. Deze methode is
nu te vergelijken met fig. 2, waar een strip van speciale
vorm met een korte enkele hoeklas op de te lage plaat
is bevestigd. Door middel van een spie wordt nu met een
hamer de te hoge plaat naar beneden gedreven. Desge
wenst slaat men daaronder een volgende spie. Zowel de
montage als het verwijderen van de onderdelen in fig.
1 is veel tijdrovender. Fig. 2 geeft een belangrijk goed-
Fig. 2
kopere oplossing om het doel te bereiken. Wel is er nog
enig verschil tussen beide methoden. Met de bout-moer
constructie kan een grotere afstand worden weggedrukt,
met de spie kan meer kracht worden gedaan.
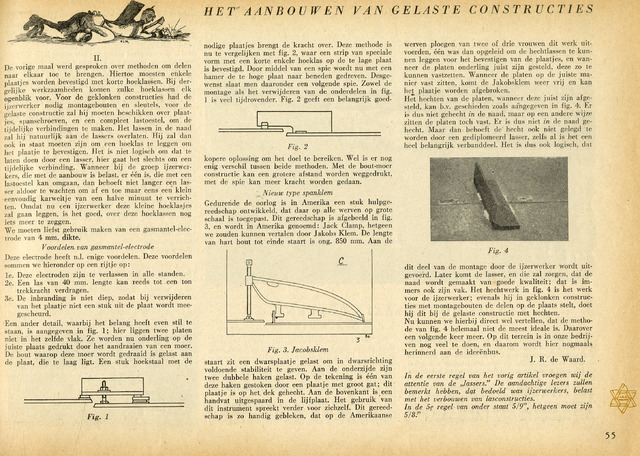
Nieuw type spanklem
Gedurende de oorlog is in Amerika een stuk hulpge
reedschap ontwikkeld, dat daar op alle werven op grote
schaal is toegepast. Dit gereedschap is afgebeeld in fig.
3, en wordt in Amerika genoemd: Jack Clamp, hetgeen
we zouden kunnen vertalen door Jakobs Klem. De lengte
hart bout tot einde staart is ong. 850 mm. Aan de
Fig. 3. Jacobsklem
staart zit een dwarsplaatje gelast om in dwarsrichting
voldoende stabiliteit te geven. Aan de onderzijde zijn
twee dubbele haken gelast. Op de tekening is één van
deze haken gestoken door een plaatje met groot gat; dit
plaatje is op het dek gehecht. Aan de bovenkant is een
handvat uitgespaard in de lijfplaat. Het gebruik van
dit instrument spreekt verder voor zichzelf. Dit gereed
schap is zo handig gebleken, dat op de Amerikaanse
werven ploegen van twee of drie vrouwen dit werk uit
voerden, één was dan opgeleid om de hechtlassen te kun
nen leggen voor het bevestigen van de plaatjes, en wan
neer de platen onderling juist zijn gesteld, deze zo te
kunnen vastzetten. Wanneer de platen op de juiste ma
nier vast zitten, komt de Jakobsklem weer vrij en kan
het plaatje worden afgebroken.
Het hechten van de platen, wanneer deze juist zijn afge
steld, kan b.v. geschieden zoals aa'ngegeven in fig. 4. Et-
is dus niet gehecht in de naad, maar op een andere wijze
zitten de platen toch vast. Er is dus niet in de naad ge
hecht. Maar dan behoeft de hecht ook niet gelegd te
worden door een gediplomeerd lasser, zelfs al is het een
heel belangrijk verbanddeel. Het is dus ook logisch, dat
Fig. 4
dit deel van de montage door de ijzerwerker wordt uit
gevoerd. Later komt de lasser, en die zal zorgen, dat de
naad wordt gemaakt van goede kwaliteit; dat is im
mers ook zijn vak. Het hechtwerk in fig. 4 is het werk
voor de ijzerwerker; evenals hij in geklonken construc
ties met montagebouten de delen op de plaats stelt, doet
hij dit bij de gelaste constructie met hechten.
Nu kunnen we hierbij direct wel vertellen, dat de metho
de van fig. 4 helemaal niet de meest ideale is. Daarover
een volgende keer meer. Op dit terrein is in onze bedrij
ven nog veel te doen, en daarom wordt hier nogmaals
herinnerd aan de ideeënbus.
J. R. de Waard.
In de eerste regel van het vorig artikel vroegen wij de
attentie van de „lassers." De aandachtige lezers zullen
bemerkt hebben, dat bedoeld was ijzerwerkers, belast
met het verbouwen van lasconstructies.
In de 5p regel van onder staat 5/9", hetgeen moet zijn
5/8."
{kind=link}